Aluminium Sheet Forming Process

A Review On Forming Techniques For Manufacturing Lightweight Complex Shaped Aluminium Panel Components Sciencedirect

Superplastic Forming An Overview Sciencedirect Topics

How Is The Aluminum Sheet Made Quora

Aluminium Sheetmetal Bending Forming Product Material Aluminum Alloy Sheet Thickness 1 5mm Siz Aluminum Sheet Metal Sheet Metal Fabrication Metal Bending
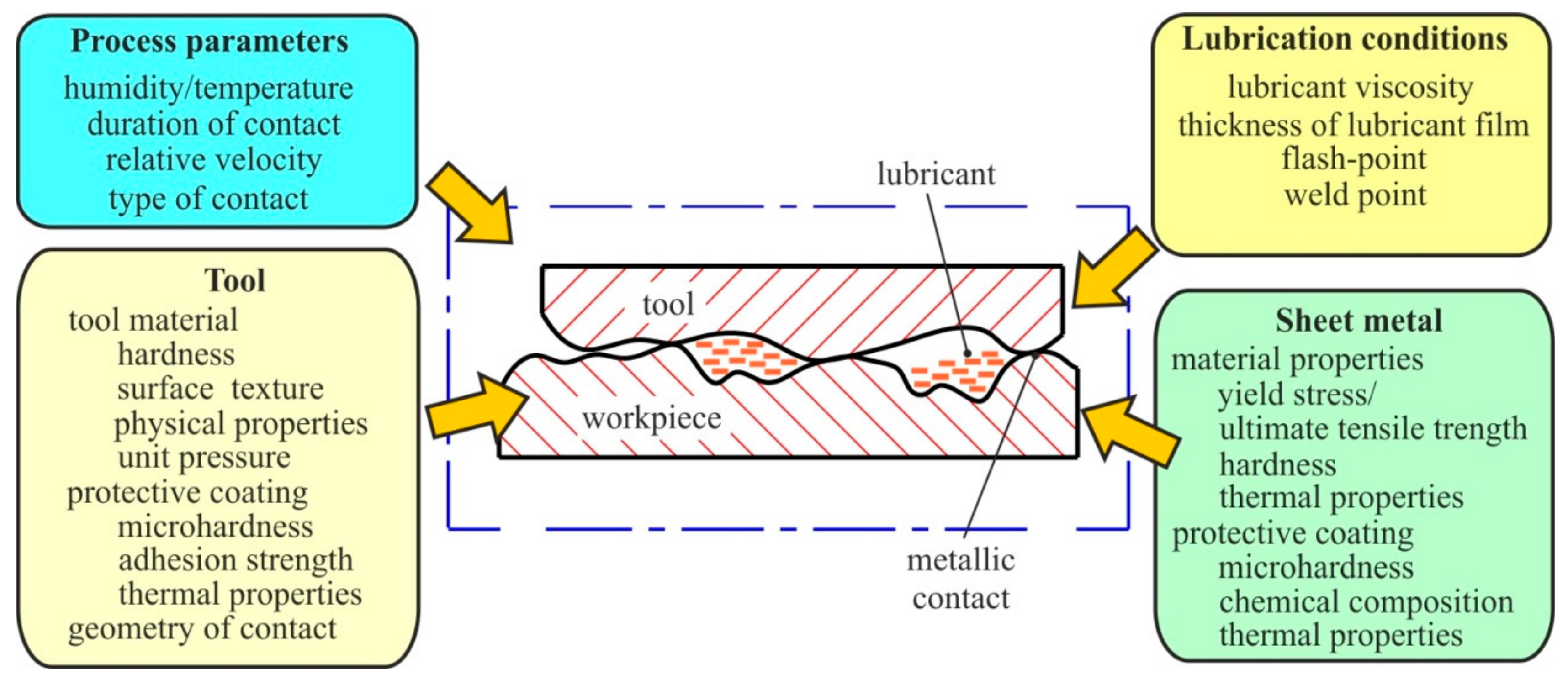
Metals Free Full Text Recent Developments And Trends In The Friction Testing For Conventional Sheet Metal Forming And Incremental Sheet Forming Html

Aluminium Plate Rolling Youtube

It is used in making aluminium beverage cans.
Aluminium sheet forming process.

Aluminium Top Covers With Curves Formed By Multi Bending Sheet Metal With Small Steps Plaatwerk Design

Fabrication Of Edges Joints Seams And Notches Sheet Metal Sheet Metal Work Sheet Metal Fabrication

Stretch Forming Openlearn Open University

Here Are The Best Aluminium Alloys For Bending Shapes

Homemade Louver Punch And Die Set Custom Metal Fabrication Aluminum Sheet Metal Metal Projects

Manual Bending Machine Mb 3150mm Bending Of The Roofing Element Youtube

Sheet Metal Bending Gif 480 371 Pixels Sheet Metal Sheet Metal Work Metal Bending

Welding Fabrication And Sheet Metal Welding Fabrication Stainless Steel Sheet Metal Sheet Metal

Stress Strain Curves Of Aa6016 T4 Aluminium Alloy Sheet Download Scientific Diagram

Pin On Sheet Metal Fabrication

A Review On Mechanical Joining Of Aluminium And High Strength Steel Sheets By Plastic Deformation Sciencedirect

Superforming Aluminium Including Cavity Bubble Back Pressure And Diaphragm Forming

Image Result For Hand Forming Sheet Metal Techniques Metal Working Sheet Aluminium Sheet

Electromagnetic Forming Wikipedia

Sheet Forming Modeling Simulation Texture Crystal Plasticity Crystal Plasticity Fem Crystal Plasticity Finite Element Simulation

Sheet Metal Forming Sheet Metal Sheet Metal Tools Sheet Metal Roller

Sheet Forming Process An Overview Sciencedirect Topics

Austrial Roller Shutter Door Roll Forming Machine Process Door Panel Sheet So There Need One Sheet Joint Machine To Connect Door Panel Together More Cus
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcseuhsgj6rrsdbuchmmzvscgcl04t8aisj8kqdn6zpnqiqfzj9c Usqp Cau

Manufacturing Process Uacj Thailand
Aluminium Sheets Plates Chequer Plates 1st Choice Metals

Summary Of Thickness Reduction Of Aluminium Sheet In Isf Download Table

Making Aluminium Box From Aluminium Sheet Making Videos Madeinindia Youtube

Pin On My Beautiful Collections
Source : pinterest.com
